MesterulManole
19176 0 3
MesterulManole 25 июля, 2016Специализация: многолетний опыт отделочных работ жилых и офисных помещений, дач, загородных коттеджей и т.п. Хобби — велосипед во всех проявлениях
Предварительный нагрев деформируемого участка
Здравствуйте уважаемые читатели. Сегодня расскажу о том, как согнуть трубу без трубогиба и с трубогибом, и о том, как согнуть полипропиленовую трубу. Тема представляет немалый интерес так как без гнутых труб затруднительно построить теплицу, беседку или навес над крыльцом.
Как согнуть арматуру, лист металла и т.д. не имея специального инструмента
Если уж затеяли капитальный ремонт своими руками, независимо от того, где он проводится: дома или в квартире – то нужно быть готовым ко многим испытаниям.
В том числе может возникнуть ряд вопросов, которые решить, не имея должного опыта и специального оборудования, весьма затруднительно. Например, далеко не каждый знает о том, как согнуть лист металла, арматуру, профиль, уголок и т.д. получив при этом достойный результат. В этой статье мы попытаемся ответить на «несгибаемые» вопросы, обойдясь при этом минимальным количеством инструмента.
Как согнуть лист металла, оцинковку, профиль
Очень часто при монтаже металлических конструкций необходимо не только резать стальные листы, но и придавать им изогнутую форму.
Сделать это можно и в домашних условиях, не тратя средства на услуги третьих лиц. Например, как согнуть лист металла? Для этого нам понадобится деревянный или резиновый молоток, клещи, стол.
Если предполагается искривление под углом в 90 градусов, то такого набора инструментов должно хватить. Лист просто свешивается с края стола, после чего равномерными постукиваниями в области изгиба добиваются нужного искривления.
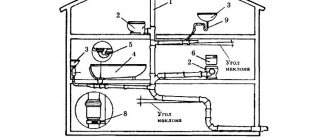
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Как согнуть трубу без предварительного нагрева
Самому согнуть профильную трубу, не нагревая ее предварительно, можно как с наполнителем, так и без него. Не требуют наполнения песком или канифолью трубы, высота профиля которых не превышает 10 мм.
Существует еще одна методика, предполагающая использование вместо наполнителя пружины с плотной навивкой витков, которая вставляется во внутреннюю полость профтрубы и защищает стенки изделия от деформации, а также от чрезмерного изменения их толщины в процессе гибки.
Конструкция элементарного трубогибочного приспособления проста и доступна для самостоятельного изготовления
Тем, кому надо согнуть своими руками профильные трубы, предварительно не нагревая их, можно воспользоваться обучающим видео и следующими несложными рекомендациями.
- Получать требуемый изгиб на профильных трубах можно с помощью простейших приспособлений – тисков, оправок, гибочных плит.
- Можно использовать ручной трубогиб для изделий с круглым профилем. В этом приспособлении необходимо переделать рабочие ролики, форма выемки в которых должна соответствовать профилю трубы.
- Наиболее эффективно и точно согнуть трубы можно с помощью профилегибочного станка, который можно приобрести или изготовить своими руками.
Пружина
Суть данного варианта заключается в помещении в сгибаемую заготовку выполненной из стали пружины нужного диаметра.
При выполнении изгиба она удерживает трубу, препятствуя ее неверной деформации. Предварительно профильный элемент со вставленной в него пружиной подогревают, а затем, изгибают, используя пассатижи.
В определенных случаях пружина может быть заменена на проволоку. Ее пучок устанавливают в трубу отдельными кусками, а после выполнения сгиба – постепенно вытаскивается.
В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
Технические характеристики профильных трукб
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Применение валков
Данный способ подойдет для сгиба металлического профиля. Хорош он тем, что его использование позволяет снизить трение поверхности изделия и уменьшая риск его нежелательной деформации.
Как результат, для получения нужного сгиба приходится прилагать гораздо меньше усилий, а повреждения, наносимые детали, сводятся к минимуму.
Используя валки, можно самостоятельно изготовить трубогиб для гибки труб, позволяющий избежать использования длинных деталей. Наиболее часто применяется его трехроликовый вариант. Расположенным в нем двум роликам отводится роль крайних опор, а третий — давит в центр сгиба.
Это самодельное устройство позволяет произвести обработку круглых труб, профиля прямоугольной формы, а так же пластин и уголков. Воспользовавшись им, можно выполнить изгиб одинакового радиуса на довольно большой протяженности заготовки.
Промышленные методы холодного гнутья
В зависимости от диаметра элемента и объёма работ могут использоваться ручные инструменты (трубогибы) или устройства с электромеханическим приводом.
Основные промышленные методы холодной гибки:
- Методом наматывания. Данная методика позволяет загнуть трубу с сечением в пределах 1,0-4,26 см в разных плоскостях. Чтобы сохранить форму сечения, используют составные или стержневые дорны – калибрующие пробки.
- С обкаткой. Такой способ подходит для сгибания трубчатых элементов диаметром не более 15 см. При этом толщина стенок должна быть внушительной. Суть метода: вокруг статичного гибочного ролика заданного размера движется обкатывающий ролик. Он прижимает трубу и выполняет её изгиб.
- Вальцовкой. Этот способ позволяет изогнуть заготовку по спирали или в кольцо. На вальцах элемент перемещается роликами и приобретает заданную положением роликов кривизну.
- Волочением. Метод подходит для сгибания тонкостенных цельнотянутых изделий. Для сгибания изготавливается шаблон из трубчатого элемента большего диаметра. Затем шаблон продевается в фильеру и фиксируется зажимом. За счёт вращения шаблона заготовка протягивается сквозь фильеру и загибается.
- При помощи растяжения. Эта методика позволяет свести к минимуму риск возникновения деформаций металла. Для этого заготовка фиксируется на краях, растягивается и сгибается одновременно за счёт использования гибочного шаблона.
- На опорах. Обычно используется две опоры, на которые укладывается заготовка. По мере изгибания опоры поворачиваются вокруг своей оси. Шаблон соединяется со штоком домкрата так, чтобы усилие прикладывалось по центру заготовки. Метод подходит для сгибания трубчатых изделий диаметром не более 35,1 см. Оборудование позволяет выполнить сгибание прямо на стройплощадке.
- С гидростатическим давлением внутри. Для этого в трубчатый элемент нагнетается жидкость. На концах устанавливаются заглушки. Из-за возникающих напряжений металл достигает почти пластического состояния. Потом к месту изгиба подносят шаблон и изгибают заготовку.
- С проталкиванием. Способ подходит для сгибания элементов диаметром в пределах трёх дюймов. Заготовку проталкивают через неподвижную и подвижную матрицу. Благодаря смещению матриц относительно друг друга можно регулировать кривизну изгиба. С помощью этой методики одну заготовку можно согнуть несколько раз в разных плоскостях.
Что касается использования дорнов, то самой простой пробкой для труб сечением не более 3,2 см может быть стальной трос. Один конец этого троса фиксируется в рукоятке. Другой конец соединяется с проволокой для выполнения протягивания в просвет. При этом диаметр калибрующей пробки должен быть чуть меньше, чем сечение трубчатого изделия – примерно на 0,1-0,5 мм.
Во время использования калибровочных пробок на внутренней поверхности заготовки могут возникать нежелательные царапины и насечки. Обычно такое происходит при сгибании изделий из нержавейки. Чтобы защититься от таких нежелательных последствий, нужно правильно выбирать материал для изготовления пробки, а также использовать смазку и тщательно очищать поверхность.
Какие агрегаты могут облегчить операцию?
Вариант #1 — компактные ручные модели трубогибов
Приобретение ручных трубогибов целесообразно только в том случае, если предполагается подвергать сгибанию небольшое количество материала. В качестве профессионального инструмента данные модели использовать нельзя из-за низкой производительности и необходимости приблизительной подгонки радиуса изгиба каждого изделия. В комплекте с данным станком обычно идет несколько сменных валиков, посредством установки которых осуществляется гибка профильной трубы в зависимости от размера ее сечения.
Чтобы добиться нужного угла сгибания, необходимо прогнать трубу через станок несколько раз. При этом каждый раз приходится вручную подкручивать центральный валик, опуская его ниже и ниже. Боковые ролики остаются в стационарном положении, поэтому под давлением центрального валика происходит сгибание металлического профиля.
Одна из моделей ручных профилегибов, позволяющая осуществлять своими силами сгибание профильной трубы за несколько прогонов металлического изделия между боковыми и центральным роликами
При работе с ручным трубогибом человеку придется применять физические усилия. Оборудование не может быть использовано для сгибания профильных труб, сечение которых превышает 40 мм.
Вариант #2 — электрические трубогибы для профи
В отличие от ручных трубогибов электрические модели обеспечивают высокоточный изгиб трубы. Дело в том, что радиус изгиба устанавливается с точностью до 1 градуса механическим или электронным способом. Использование данного дорогостоящего производительного оборудования позволяет обрабатывать большое количество профильных труб за смену. Обычно владельцы электромеханических трубогибов оказывают услуги населению, коими следует воспользоваться, если вас устраивает их стоимость.
Электромеханический профилегиб, установленный стационарно в мастерской, обеспечивает точную гибку профильных труб разного сечения по строго заданному радиусу
К недостаткам электрических профилегибов можно отнести их большой вес и высокую стоимость, недоступную для рядового покупателя.
Особенности гибки труб
Все методы сгибания заготовок можно разделить на ручные и механические, а также горячие и холодные. Порой процесс сгибания сопровождается нежелательными последствиями для трубчатого изделия, которые оказывают существенное влияние на последующую эксплуатацию элемента. Степень проявления этих последствий зависит от материала, из которого изготовлена труба, её диаметра, радиуса изгиба, а также метода, с помощью которого выполнялась процедура сгибания.
К негативным последствиям гибки можно отнести следующие моменты:
- Уменьшение толщины стенки заготовки, расположенной по наружному радиусу изгиба.
- Образование заломов и складок на стенке, которая находится по внутреннему радиусу изгиба.
- Изменение конфигурации сечения (уменьшение размеров просвета и его формы-овализация).
- Изменение радиуса изгиба вследствие пружинящего эффекта материала.
Самый распространённый недостаток изгиба – это изменение конфигурации сечения и толщины стенок. Из-за напряжений металла внешняя стенка в месте изгиба истончается, а внутренняя, наоборот, утолщается. Из-за этого происходит заметное ослабление трубчатого элемента. Это явление опасно разрывом внешней стенки трубы, поскольку именно она подвергается большему давлению транспортируемой среды.
Также значительно ослабляет заготовку овализация. Особенно опасно такое явление при сгибании трубопровода, предназначенного для транспортировки вещества в условиях пульсирующей нагрузки. Если же такие элементы будут использоваться в качестве строительных конструкций, то овализация скажется на внешнем виде элемента. Именно поэтому в процессе сгибания стремятся максимально уменьшить такие явления.
Если же на внутренней стенке образуются складки из-за утолщения материала, то они повлекут за собой не только уменьшение сечения, но и будут создавать сопротивление для движущегося потока. Это в свою очередь повысит вероятность возникновения коррозии. Помимо этого несущая способность конструктивного трубчатого элемента снизится.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Использование шаблонов
Данный способ подойдет для выполнения сложных изгибов труб. Самым простым шаблоном может выступать кусок проволоки, предварительно выгнутой в соответствии тем, как будет изогнуто изделие.
Если имеется возможность разместить сгибаемый отрезок трубы на плоскости, своеобразным шаблоном могут выступить закрученные в кусок фанеры саморезы. Сгибание производят постепенно, сверяя время от времени получающийся результат с шаблоном.
Защита от овализации
Основные способы холодной гибки оцинкованной трубы предусматривают меры, позволяющие загнуть заготовку, максимально сохранив форму её поперечного сечения. Обычно для этого используется одни из двух способов:
- Использование мер, позволяющих сохранить форму сечения изнутри (применение внутреннего ограничителя).
- Использование наружного ограничителя для предотвращения расширения боковых стенок.
Жёсткие материалы в качестве наполнителя лучше сохраняют форму, поэтому они чаще используются. Но благодаря применению упругих наполнителей происходит меньшее растяжение наружной поверхности изгиба.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или . Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия. Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.
Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.
- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.
Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции. При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки. Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов. Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp. Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).
Недостатки самодельных станков
- Сложность в минимизации погрешности радиуса изгиба заготовки.
- Ограниченность в радиусе загиба.
- Работа на таких станках очень сложна, поэтому выполнение большого объема работ просто нецелесообразно.
- Трудность в изгибе труб и заготовок большим сечением.
- Сложность в изменении формы на разных участках заготовки.
Если существует необходимость в работе с деталями, имеющими малое сечение, можно обойтись простейшим профилегибом, состоящим из двух штырей и основания. При деформации более толстых деталей следует внимательно относиться к их конструктивным особенностям
Особенное внимание требуется для работы с трубами, ведь для них существует зависимость максимально допустимого радиуса изгиба от толщины стенок. В свободном доступе можно отыскать специальные памятные таблицы для выбора максимального радиуса
Несмотря на то что процесс изготовления станка своими руками может показаться чересчур сложным и многих отпугнет, экономия по сравнению с покупкой готового продукта может достигнуть нескольких десятков тысяч рублей. Этот аргумент в пользу самодельных профилегибов можно назвать очень весомым.
Трубогибы для профильных и для круглых изделий
Трубогибы для стальных и медных труб бывают:
- ручными,
- механическими.
Причем принадлежность к ручному или механическому типу определяет и особенности конструкции трубогиба, и его производительность.
Ручные аппараты
Ручной трубогиб состоит из:
- станины,
- транспортера,
- прижимного элемента.
Труба заправляется в транспортер, состоящий из связанных цепной передачей вальцов, и прижимается верхним (или нижним) вальцом, который давит на соответствующую грань изделия. Вращая рукоять подающих вальцов, можно продвинуть мерный отрезок сквозь зону давления, и в итоге — изогнуть профильную трубу или аналогичное изделие круглой формы.
Однако в ручном процессе есть свои нюансы. Во-первых, профильную трубу согнуть своими руками, все-таки, можно, но для достижения результата необходимо приложить значительное усилие. Во-вторых, ручные трубогибы годятся для обработки лишь небольших партий изделий.
Механические аппараты
Механический аппарат избавляет нас от необходимости тратить свои силы на изгиб профильной трубы под нужный радиус. Ведь у механического трубогиба и транспортер, и прижимной элемент работают не от мускульной силы оператора, а от электромотора и гидравлического привода.
При этом схема работы устройства остается неизменной. То есть, как и в первом случае, мы заправляем трубой транспортер, создаем прижимное усилие на плоскости сгибаемого изделия (где согнуть профильную трубу нужно еще до начала движения мерного отрезка по транспортеру) и включаем аппарат в сеть. В итоге, труба проходит зону прижимного вальца и меняет свою кривизну. Более подробно процесс ручной и механической гибки будет рассмотрен ниже.
Обзор видов
Тем, кто занимается монтажом различных сооружений из металла, необходимо использовать профилегиб. Сейчас стало модным устанавливать у себя на участке красивые теплицы из металлопрофиля. Они надежны. Поэтому для теплиц, навесов (арочных), а именно для их изготовления вполне подойдет ручной профилегиб. Он небольшой, его можно установить в любом помещении, предназначенном для различных строительных работ.
Для гибки профилей с растяжением можно использовать такой станок, который работает по принципу станка ПГР-6. Данное изделие имеет растяжной механизм, предназначенный для гибки алюминиевых сплавов по контурам, которые не замкнуты. В профилегибе главную роль играет количество валков. Самая простая конструкция состоит из 2 валков. Такие модели используют для очень легких работ.
От количества валков и многофункциональности зависит то, к какому виду может принадлежать тот или иной станок. Одни прокатные изделия могут вращать валки только в одну сторону, а другие сразу в обе стороны. Поэтому в первом случае станки называются не реверсивными, а во втором – реверсивными.
Рассмотрим, к примеру, трехвалковый профилегибочный станок с гидравлическим перемещением верхнего валка. В нем профиль закрепляется между валками. Все они имеют гидравлические движки и насадки (подходят под любое сечение). Необходимый радиус здесь обеспечивается при помощи гидравлического привода. Поэтому данные изделия пользуются хорошим спросом там, где нужен станок для производства простых изделий.
При помощи профилегибов разной направленности можно выполнить различные конфигурации из металла, отличающегося по радиусу. Они способны производить детали различной кривизны как с несимметричными, так и с симметричными контурами. Если говорить более подробно, то профилегибы имеют следующие виды.
- Пневматические профилегибы работают при помощи пневматики.
- Есть гидравлические профилегибы.
- Есть также ручные, механические и электромеханические профилегибы.
По способу размещения
Профилегибы размещаются на разных ровных поверхностях. Слишком большие экземпляры устанавливаются на полу в просторном помещении. Из-за огромного веса их можно использовать только в цехах. Такие модели имеют электропривод и работают от сети. Другие экземпляры обязательно закрепляются при помощи специальных устройств, чтобы исключить их непроизвольное перемещение. Данная категория станков предназначена для работ как в промышленных масштабах, так и для индивидуального пользования. Промышленные машины используются для сгибания там, где проходят масштабные работы. Итак, есть передвижные станки, а есть стационарные. Каждый из них имеет либо ручную, либо автоматическую подачу материала.
В большинстве случаев специалистами используются ручные профилегибочные станки. Некоторые изготавливают их своими руками. Данный вариант довольно доступен. Но здесь имеются и минусы. Например, неудобно выполнять сразу несколько изгибов на одном профиле. Также трудно с такими изделиями работать из-за большой нагрузки на человека. Кроме того, увеличивается время выгибания, невозможно проконтролировать радиус изгиба.
По типу привода
Профилегибы классифицируются таким образом.
Электрический профилегиб, если его сравнить с ручным, может работать на довольно высокой скорости. Также он отличается точностью выполнения работ. При помощи такого устройства можно согнуть очень прочные металлоизделия. Может обработать любые виды профилей, даже таких, как двутавры и круглые изделия.
Как согнуть трубу без предварительного нагрева
Самому согнуть профильную трубу, не нагревая ее предварительно, можно как с наполнителем, так и без него. Не требуют наполнения песком или канифолью трубы, высота профиля которых не превышает 10 мм.
Нюансы гибки тонкостенных труб малого азмера
Существует еще одна методика, предполагающая использование вместо наполнителя пружины с плотной навивкой витков, которая вставляется во внутреннюю полость профтрубы и защищает стенки изделия от деформации, а также от чрезмерного изменения их толщины в процессе гибки.
Чертеж и детали механического трубогиба для профильных труб
Конструкция элементарного трубогибочного приспособления проста и доступна для самостоятельного изготовления
Тем, кому надо согнуть своими руками профильные трубы, предварительно не нагревая их, можно воспользоваться обучающим видео и следующими несложными рекомендациями.
- Получать требуемый изгиб на профильных трубах можно с помощью простейших приспособлений – тисков, оправок, гибочных плит.
- Можно использовать для изделий с круглым профилем. В этом приспособлении необходимо переделать рабочие ролики, форма выемки в которых должна соответствовать профилю трубы.
- Наиболее эффективно и точно согнуть трубы можно с помощью , который можно приобрести или изготовить своими руками.
Чертеж типового станка
Сейчас можно встретить немало конструкций ручных профилегибов, которые можно сделать из простых деталей своими руками и без наличия специальных навыков. Один из самых простых чертежей станка профилегибочного типа позволяет осуществлять радиальный загиб труб и прямоугольного профиля. Необходимость именно в таком загибе материала возникает наиболее часто.
Чертежи самодельного профилегиба
Принцип работы такого самодельного оборудования базируется на использовании трех роликов – двух опорных и основного рабочего. Именно этот рабочий ролик будет деформировать трубу в процессе работы самодельного оборудования.
Главный рабочий вал должен иметь небольшой свободный ход, который будут ограничивать параметры направляющих. Для изготовления таких элементов конструкции используются:
- стальные пластины толщиной до 8 миллиметров;
- одна большая пластина;
- стальной уголок длиной 30 см – таких элементов нужно 4;
- вспомогательные ролики.
К большой пластине прикрепляются вспомогательные ролики с использованием болтов, а с применением сварочного аппарата – уголки, что будут играть роль направляющих.
Чтобы повысить прочность и надежность основания, к его низу следует приварить два стальных уголка. Для усиления направляющих сверху к ним прикрепляется с помощью сварочного аппарата металлическая пластина с отверстием. Ее диаметр должен превышать сечение винта, который будет оказывать основную нагрузку на рабочий вал сделанного своими руками ручного профилегиба.
После завершения установки направляющих роликов гибочный станок будет готов к работе, и на нем своими руками трубам и прямоугольному профилю можно будет придавать любую конфигурацию.
Как ровно согнуть лист металла
Если заготовка относительно мала, то можно воспользоваться тисками, в которых при помощи двух обхватывающих брусков можно прочно закрепить лист металла, а уже после этого искривлять его молотком. При необходимости место изгиба можно прогревать газовой горелкой, но этот способ неприменим к оцинкованным изделиям!
Сгибаем лист металла
Если речь идет о тонком металлическом листе, то можно существенно упростить процедуру сгибания.
Для этого в месте сгиба металл «царапается» (используем правило или металлическую линейку, в качестве резака – заостренный кусок ножовочного полотна по металлу). Прорезанный на половину толщины металл впоследствии легко гнется по очерченной линии. Можно сказать, что с тем, как согнуть лист металла, мы почти разобрались.
Гнём оцинковку
Как согнуть оцинковку?
Это может быть либо оцинкованный металлический лист, либо уже готовое изделие, например, профиль. Лист изгибают так же, как и при сгибании любого другого металлического полотна. Как согнуть профиль? С ним придется повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно использовать следующий метод: плотно набиваем профиль мелким песком, закупориваем оба отверстия деревянными кольями, и только после этого аккуратно постукивая киянкой изгибаем.
Чтобы изогнуть П-образный профиль (это, в принципе, касается и получения листов искривленной формы), необходимо дополнительно использовать предмет-форму, кривизна которого соответствует финишной детали. Для облегчения процесса сгибания можно вырезать в профиле треугольные элементы.
Затем сгибаемое изделие «оборачивается» вокруг предмета равномерными постукиваниями молотком.
Важно! Чтобы сгиб был максимально ровным и правильным, удары молотка должны быть легкими и ложиться как можно ближе друг к другу. Как согнуть оцинковку проще? Используя болгарку, делаем один-два разреза в области сгиба (тем самым конструкция временно ослабляется), загибаем изделие, после чего свариваем место изгиба
Такой подход актуально использовать при сгибании профилированных труб и изделий сложной металлической формы. Помним о том, что нагревать оцинкованную сталь для упрощения искривления нельзя!
Пожалуй, одна из самых непростых задач стоит перед людьми, которые думают над тем как согнуть уголок. Чтобы получить цельное изделие придется попотеть, равномерно и неспешно выстукивая поверхность уголка, постепенно выгибая его.
Рекомендуется использовать при этом газовую горелку, которой можно прогревать место изгиба. Можно поступить проще – воспользоваться болгаркой как в вышеописанном случае с оцинкованным изделием. Еще проще – купить уже изогнутое изделие, тогда вопрос «как согнуть уголок» отпадет сам собой.
Как согнуть арматуру
В домашних условиях вполне можно согнуть арматуру, правда, многое зависит от ваших физических данных и диаметра металлического стержня.
Как согнуть арматуру? Для этого нам понадобится два куска стальных труб, диаметр которых больше диаметра изгибаемого стержня. Чем больше длина таких труб, тем проще будет сгибать арматуру (выигрыш в силе за счет рычага). Все, что нужно сделать для того, чтобы согнуть арматуру – вставить ее в две трубы и, закрепив одну из труб (прижав ее ногой или уперев между столбами), орудуя второй как рычагом придать арматуре нужную кривизну.
Вот и все!
Наполнение водой или песком
В полость заготовки заливают воду, после чего, устанавливают на обоих ее торцах заглушки и помещают холод, чтобы она замёрзла.
Изгиб изделия производится путем его последующего нагревания газовой горелкой. Данный способ не подойдет для труб, имеющих оцинкованное напыление, поскольку может привести к его повреждению.
Способ с использованием песка применим к трубам, имеющим большое сечение либо квадратную конфигурацию. Суть его заключена в предварительном наполнении полости заготовки песком. Затем труба хорошенько нагревается и выгибается путем постукивания по ней киянкой. Чтобы согнуть оцинкованные конструкции, нагрев не требуется.