MesterulManole
19176 0 3
MesterulManole July 25, 2016Specialization: many years of experience in finishing works of residential and office premises, dachas, country cottages, etc. Hobby: cycling in all its forms
Preheating of the deformable area
Hello dear readers. Today I’ll tell you how to bend a pipe without a pipe bender and with a pipe bender, and how to bend a polypropylene pipe. The topic is of considerable interest since without bent pipes it is difficult to build a greenhouse, gazebo or canopy over the porch.
How to bend rebar, sheet metal, etc. without having a special tool
If you have already started a major renovation with your own hands, regardless of where it is carried out: at home or in an apartment, then you need to be prepared for many tests.
Among other things, a number of issues may arise that are very difficult to solve without the proper experience and special equipment. For example, not everyone knows how to bend a sheet of metal, reinforcement, profile, corner, etc. getting a decent result. In this article we will try to answer “inflexible” questions, while making do with a minimum amount of tools.
How to bend a sheet of metal, galvanized sheet, profile
Very often, when installing metal structures, it is necessary not only to cut steel sheets, but also to give them a curved shape.
This can be done at home without spending money on third party services. For example, how to bend a sheet of metal? To do this we need a wooden or rubber hammer, pliers, and a table.
If a 90-degree bend is expected, then this set of tools should be sufficient. The sheet is simply hung over the edge of the table, after which the desired curvature is achieved by uniform tapping in the bending area.
Main design elements
Principle of operation
To manufacture a particular machine design, you should look through several diagrams to determine the set of parts. The fact is that, if necessary, all the components of the units can be purchased for money, but you can also use the materials that you have on your farm and not pay anything for it. In most cases, home craftsmen opt for frontal structures, and for this you must have:
- three metal rollers (rollers);
- drive chain;
- axes of rotation;
- drive mechanism;
- metal profiles (channels) for the frame.
Sometimes, in the absence of metal rollers, they are replaced with wooden or polyurethane ones, but... Such a rolling mechanism will not withstand long-term load, that is, the machine will serve its purpose, but not for long. Is there any point in wasting your labor for short-term benefit if, with some effort or even paying a certain amount, you can find steel rollers?
Diagram of a simple pipe bender with dimensions in mm
As you understand, the process of profile deformation occurs using rolling, that is, the pipe is rolled over rollers (rollers), which eliminates breaking and cracking. To roll (bend) a profile, it is inserted into the rolling line (between the rollers) and pressed from above with a screw device or a jack to the desired bending radius. Then, when the feed handle is rotated, the pipe moves and the bend runs along its entire length. It turns out that this is a manual drive, which is driven by muscular force, but at home such a mechanism is very convenient.
The profile is pressed using a jack
To assemble the simple pipe bender in question with your own hands, you will need:
- jack (preferably rack and pinion type);
- metal profiles with a shelf for horizontal and vertical frames;
- springs made of alloy steel (they are distinguished by high strength);
- three steel shafts with bearings;
- drive chain (can be from a bicycle or moped);
- gears (driver and driven);
- Thick reinforcement for axles and drive handle.
Video: pipe bending process
As you can see, it is easier to make a profile bending machine with your own hands using the existing drawings, and photo and video materials only help with this. The profile bender shown in the picture is driven by a handle that rotates the shaft with the drive gear. Using a chain, rotation is transmitted to the shaft with the driven gear, and the third shaft presses the profile from above to the required bending angle. Everything is very simple.
Mechanism manufacturing process
Bending device drawings
If you are interested in how to make a profile bender, then you will have to perform a number of actions that will ensure this reliability of the mechanism, and this is:
- production of a powerful frame assembled using welding and bolt ties;
- according to the terms of the drawing (technical specifications), make and install rotation axes for the rollers. There are three of them - two rolling and one clamping;
- To rotate the rolling rollers, you need to provide a chain transmission, that is, weld (evenly) the drive and driven gears;
- Weld a handle for rotation onto the drive gear.
Manufacturing nuances
Ready pipe bender
If you have all the necessary parts available, then making a mechanism for bending the profile is not difficult. First of all, you need to take into account that all rollers must rotate on bearings - the accuracy of rotation will ensure correct rolling, without failures or breaks. The drive and driven gears must be correctly centered - a deviation from the center by at least 0.5 mm will lead to incorrect deformation (the bend will be uneven).
The pressure shaft must also be centered - the accuracy of the bending angle depends on this. It is best when the dimensions of all three shafts are the same - the rental results in the clearest. The rolling accuracy also depends on the rigidity of the clamp, so the shaft must be well fixed.
How to bend a pipe without preheating
You can bend a profile pipe yourself without preheating it, either with or without filler. Pipes whose profile height does not exceed 10 mm do not require filling with sand or rosin.
There is another technique that involves using a spring with tightly wound coils instead of a filler, which is inserted into the internal cavity of the corrugated pipe and protects the walls of the product from deformation, as well as from excessive changes in their thickness during the bending process.
The design of a basic pipe bending device is simple and accessible for self-production
For those who need to bend profile pipes with their own hands without heating them first, you can use the training video and the following simple recommendations.
- You can obtain the required bend on profile pipes using the simplest devices - a vice, mandrels, bending plates.
- You can use a manual pipe bender for products with a round profile. In this device, it is necessary to remake the working rollers, the shape of the recess in which must correspond to the profile of the pipe.
- The most efficient and accurate way to bend pipes is with a roll forming machine, which you can purchase or make yourself.
Spring
The essence of this option is to place a spring of the required diameter, made of steel, into a bendable workpiece.
When bending, it holds the pipe, preventing it from being deformed incorrectly. The pre-profile element with a spring inserted into it is heated and then bent using pliers.
In certain cases, the spring can be replaced with a wire. Its bundle is installed in the pipe in separate pieces, and after the bend is completed, it is gradually pulled out.
What is the difficulty of bending profiles?
The essence of bending rolled metal, regardless of the shape of its profile, is that the profile pipes are given a partial or full bend. This technological operation is performed in two ways: by acting on the pipe being bent only by pressure or by additionally heating the section of the pipe in the area of which the bend is performed. During bending, two forces simultaneously act on a metal pipe:
- compression force (from the inside of the bend);
- tensile force (from the outer part of the bending section).
It is the influence of such multidirectional forces that causes the difficulties characteristic of the process of bending any profile pipes.
- Segments of the pipe material, which changes its shape during the bending process, may lose the coaxiality of their location, which leads to the fact that individual sections of the pipe will be located in different planes;
- The wall of the corrugated pipe, located on the outside of the bend and subject to tension, may not withstand the load and burst.
- The inner wall of the pipe, subjected to compression, may become covered with folds that resemble corrugation.
Technical characteristics of profile pipes
To prevent this from happening, it is necessary to take into account not only the characteristics of the pipe material, but also its geometric parameters - cross-sectional dimensions, wall thickness, radius to which the bend must be made. Knowledge of the above will allow you to choose the appropriate technology and bend the corrugated pipe correctly, without crushing it and without getting a corrugated surface.
Application of rolls
This method is suitable for bending a metal profile. It is good because its use reduces friction on the surface of the product and reduces the risk of unwanted deformation.
As a result, much less effort has to be applied to obtain the desired bend, and damage to the part is minimized.
Using rolls, you can make your own pipe bender for bending pipes, allowing you to avoid the use of long parts. The three-roller version is most often used. Two rollers located in it play the role of outer supports, and the third one presses into the center of the fold.
This homemade device allows you to process round pipes, rectangular profiles, as well as plates and corners. Using it, you can bend the same radius over a fairly large length of the workpiece.
Industrial cold bending methods
Depending on the diameter of the element and the volume of work, hand tools (pipe benders) or devices with an electromechanical drive can be used.
Basic industrial cold bending methods:
- Winding method. This technique allows you to bend a pipe with a cross-section in the range of 1.0-4.26 cm in different planes. To maintain the shape of the section, composite or rod mandrels are used - calibrating plugs.
- With a run-in. This method is suitable for bending tubular elements with a diameter of no more than 15 cm. In this case, the wall thickness should be impressive. The essence of the method: a rolling roller moves around a static bending roller of a given size. He presses the pipe and bends it.
- Rolling. This method allows you to bend the workpiece in a spiral or into a ring. On rollers, the element is moved by rollers and acquires the curvature specified by the position of the rollers.
- By dragging. The method is suitable for bending thin-walled, seamless products. For bending, a template is made from a tubular element of larger diameter. The template is then threaded through the die and secured with a clamp. Due to the rotation of the template, the workpiece is pulled through the die and bent.
- By stretching. This technique allows you to minimize the risk of metal deformation. To do this, the workpiece is fixed at the edges, stretched and bent simultaneously through the use of a bending template.
- On supports. Typically, two supports are used on which the workpiece is laid. As the supports bend, they rotate around their axis. The template is connected to the jack rod so that the force is applied in the center of the workpiece. The method is suitable for bending tubular products with a diameter of no more than 35.1 cm. The equipment allows bending to be performed directly on the construction site.
- With hydrostatic pressure inside. To do this, liquid is injected into the tubular element. Plugs are installed at the ends. Due to the stresses that arise, the metal reaches an almost plastic state. Then a template is brought to the bending point and the workpiece is bent.
- With pushing. The method is suitable for bending elements with a diameter within three inches. The workpiece is pushed through a fixed and movable die. Due to the displacement of the matrices relative to each other, the curvature of the bend can be adjusted. Using this technique, one workpiece can be bent several times in different planes.
As for the use of mandrels, the simplest plug for pipes with a cross-section of no more than 3.2 cm can be a steel cable. One end of this cable is fixed in the handle. The other end is connected to the wire to pull into the lumen. In this case, the diameter of the calibrating plug should be slightly smaller than the cross-section of the tubular product - approximately 0.1-0.5 mm.
When using calibration plugs, unwanted scratches and nicks may occur on the inner surface of the workpiece. This usually happens when bending stainless steel products. To protect against such undesirable consequences, you need to choose the right material for making the cork, as well as use lubricant and thoroughly clean the surface.
What units can make the operation easier?
Option #1 - compact manual pipe benders
Purchasing manual pipe benders is only advisable if you intend to bend a small amount of material. These models cannot be used as a professional tool due to low productivity and the need to approximately adjust the bending radius of each product. This machine usually comes with several replaceable rollers, through the installation of which the profile pipe is bent depending on the size of its cross-section.
To achieve the desired bending angle, it is necessary to run the pipe through the machine several times. In this case, each time you have to manually tighten the central roller, lowering it lower and lower. The side rollers remain in a stationary position, so the metal profile bends under the pressure of the central roller.
One of the models of manual profile benders, which allows you to bend a profile pipe on your own in several runs of a metal product between the side and central rollers
When working with a manual pipe bender, a person will have to use physical effort. The equipment cannot be used for bending profile pipes whose cross-section exceeds 40 mm.
Option #2 - electric pipe benders for the pros
Unlike manual pipe benders, electric models provide highly precise pipe bending. The fact is that the bending radius is set with an accuracy of 1 degree mechanically or electronically. The use of this expensive, productive equipment allows us to process a large number of profile pipes per shift. Typically, owners of electromechanical pipe benders provide services to the public, which you should use if you are satisfied with their cost.
An electromechanical profile bender, installed permanently in the workshop, ensures precise bending of profile pipes of different sections along a strictly specified radius
The disadvantages of electric profile benders include their heavy weight and high cost, which is inaccessible to the average buyer.
Features of pipe bending
All methods of bending workpieces can be divided into manual and mechanical, as well as hot and cold. Sometimes the bending process is accompanied by undesirable consequences for the tubular product, which have a significant impact on the subsequent operation of the element. The extent to which these consequences occur depends on the material from which the pipe is made, its diameter, bending radius, and the method by which the bending procedure was performed.
The negative consequences of bending include the following:
- Reducing the wall thickness of the workpiece located along the outer bending radius.
- The formation of creases and folds on the wall, which is located along the inner radius of the bend.
- Changing the configuration of the section (reducing the size of the lumen and its shape - ovalization).
- Change in bending radius due to the springing effect of the material.
The most common drawback of bending is a change in the cross-section configuration and wall thickness. Due to metal stresses, the outer wall at the bend becomes thinner, and the inner wall, on the contrary, thickens. Because of this, a noticeable weakening of the tubular element occurs. This phenomenon is dangerous due to the rupture of the outer wall of the pipe, since it is this wall that is exposed to greater pressure from the transported medium.
Ovalization also significantly weakens the workpiece. This phenomenon is especially dangerous when bending a pipeline intended for transporting a substance under conditions of pulsating load. If such elements are used as building structures, then ovalization will affect the appearance of the element. That is why during the bending process they strive to minimize such phenomena.
If folds form on the inner wall due to thickening of the material, then they will entail not only a reduction in the cross-section, but will also create resistance to the moving flow. This in turn will increase the likelihood of corrosion. In addition, the load-bearing capacity of the structural tubular element will decrease.
Pipe bending equipment
The question of how to bend a pipe without a pipe bender will not cause difficulties if you use the simplest devices to perform this operation. You can perform cold bending of pipes using the following devices.
- In cases where it is necessary to bend a soft (aluminum) or steel pipe with a profile height of no more than 10 mm, a horizontal plate with holes is used into which stops - metal pins - are inserted. Using these pins, products are bent according to the required parameters. This method has two serious drawbacks: low bending accuracy, and also the fact that when using it it is necessary to exert significant physical effort.
- It is better to bend products with a profile height of 25 mm using roller devices. The pipe is securely fixed in a vice, and force is applied to the part that needs to be bent using a special roller. This device allows you to get a better bend, but also requires physical effort.
The option, as they say, is a quick one. The long lever of this extremely simple device allows you to cope with fairly thick pipes
Basic tools will help you make a one-time pipe bend.
To form a bend with a large radius of curvature on steel or aluminum professional pipes, stationary round templates are used, on which special clamps are mounted to fix the product. Using such a device, the pipe is also bent manually, placing it with force into the groove of the template, the shape of which exactly corresponds to the required bending radius.
Plywood and metal staples are all you need to make a bending template
Bending plate
To effectively bend steel or aluminum pipes at home, you can make an upgraded bending plate using the following guidelines.
- The role of such a plate is played by a panel cut from thick sheet metal.
- The panel made in this way is welded to a stand, which is installed on a special pedestal.
- Two holes are drilled in the panel, which are necessary for installing bolts that serve as stops for the profile pipe.
- A special attachment is installed on one of the stop bolts, with the help of which the bending radius is adjusted.
- To ensure the alignment of the pipe sections adjacent to the bend, a metal plate is placed above the workpiece, secured with bolts.
Scheme of a stand for bending profile pipes
The principle of manufacturing a simple homemade bending device
Mandrel bending
For bending profile pipe products at home, the wall height of which does not exceed 25 mm, you can make a special mandrel. For these purposes, it is better to use a large workbench, on the surface of which there will be enough space for such a device. To select the optimal location for the element securing the bent pipe, frequently spaced holes are made at one end of the workbench. A special template is responsible for ensuring the required bending radius of the corrugated pipe, which can be made from thick plywood or a metal corner if you are going to use it often.
Bending a profile pipe using a mandrel
Application of profile bending machine
Of course, if you have a significant amount of work to do on bending profile pipes, it is better to make a special machine for this, the drawings of which are easy to find on the Internet. We will not discuss this issue here, since it is discussed in more detail in the articles linked below.
One of the many options for a homemade profile bender
You cannot do without such a machine even if you need to bend pipes with a large profile cross-section. The main working parts of such a machine, which is distinguished by its wide versatility, are three rolls, two of which are fixed motionless, and by changing the position of the third, the bending radius of the product is adjusted. The drive of such a device is a chain drive and a handle that the operator rotates.
Using Templates
This method is suitable for making complex pipe bends. The simplest template can be a piece of wire, pre-bent in accordance with how the product will be bent.
If it is possible to place the bent pipe section on a plane, self-tapping screws twisted into a piece of plywood can act as a kind of template. Bending is done gradually, checking the resulting result with the template from time to time.
Protection against ovalization
The main methods of cold bending a galvanized pipe involve measures that allow the workpiece to be bent while preserving the shape of its cross-section as much as possible. Typically one of two methods is used for this:
- The use of measures to preserve the shape of the section from the inside (use of an internal limiter).
- Using an external stop to prevent expansion of the side walls.
Rigid materials as fillers retain their shape better, so they are used more often. But thanks to the use of elastic fillers, less stretching of the outer surface of the bend occurs.
The need to take into account the profile
The category of profile pipes includes products with different cross-sectional shapes - round, square, oval or flat-oval. Despite this diversity, for the construction of a greenhouse or canopy, rectangular or. This is due to the fact that it is much easier to install an external covering on their flat walls.
The range of modern profile pipes is very diverse. Their geometric parameters, the main ones of which are the cross-sectional area and wall thickness, determine the plastic capabilities of the product. The latter are characterized by such an indicator as the minimum permissible radius of curvature. It is this parameter that allows you to determine the minimum radius to which the corrugated pipe can be bent so that it does not suffer damage.
Avoid common mistakes that lead to damage to workpieces
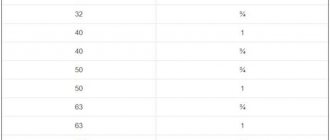
To determine such a parameter of a pipe with a rectangular profile as the minimum bending radius, it is enough to know the height of its profile. If you are going to bend a profile pipe with a cross section in the form of a rectangle or square, you should adhere to the following recommendations.
- Pipes whose profile height does not exceed 20 mm can be bent in sections whose length exceeds 2.5xh (h is the profile height).
- Products whose profile height exceeds 20 mm can be successfully bent in areas whose length corresponds to 3.5xh or more.
Minimum bending radii of steel pipes
Such recommendations will be useful to those who are going to bend profile pipes with their own hands in order to make racks, canopies and various frame structures from them. However, it should be borne in mind that the possibility of high-quality bending of pipes is also influenced by the thickness of their walls. It is better not to bend products whose wall thickness is less than 2 mm at all, and if it is necessary to create structures from them, use welded joints.
At home, it is possible to bend corrugated pipes that are made of carbon or low-alloy steels only taking into account certain nuances. After bending, such pipes can spring back and return to their original state, so the finished structures must be re-fitted according to the template. The amount of springback is characterized by such a parameter of profile pipes as the plastic moment of resistance - Wp. This parameter is indicated in the accompanying documentation (the lower it is, the less the corrugated pipes will spring back during bending).
Disadvantages of homemade machines
- The difficulty is in minimizing the error in the bending radius of the workpiece.
- Limited bend radius.
- Working on such machines is very difficult, so performing a large volume of work is simply impractical.
- Difficulty in bending pipes and workpieces with a large cross-section.
- Difficulty in changing the shape in different areas of the workpiece.
If there is a need to work with parts that have a small cross-section, you can get by with a simple profile bender, consisting of two pins and a base. When thicker parts are deformed, you should pay close attention to their design features
Particular attention is required when working with pipes, because for them there is a dependence of the maximum permissible bending radius on the wall thickness. In the public domain you can find special memorial tables for choosing the maximum radius
Despite the fact that the process of making a machine with your own hands may seem overly complicated and will scare off many, the savings compared to buying a finished product can reach several tens of thousands of rubles. This argument in favor of homemade profile benders can be called very powerful.
Pipe benders for profile and round products
Pipe benders for steel and copper pipes are:
- manual,
- mechanical.
Moreover, whether it is a manual or mechanical type determines both the design features of the pipe bender and its performance.
Manual devices
The manual pipe bender consists of:
- beds,
- conveyor,
- clamping element.
The pipe is inserted into a conveyor consisting of rollers connected by a chain transmission, and is pressed by the upper (or lower) roller, which presses on the corresponding edge of the product. By rotating the handle of the feed rollers, you can move a measuring length through the pressure zone, and as a result, bend a profile pipe or a similar round-shaped product.
However, the manual process has its own nuances. Firstly, it is still possible to bend a profile pipe with your own hands, but to achieve the result you need to apply significant effort. Secondly, manual pipe benders are suitable for processing only small batches of products.
Mechanical apparatus
The mechanical apparatus saves us from the need to waste our energy bending the profile pipe to the desired radius. After all, in a mechanical pipe bender, both the conveyor and the clamping element operate not from the muscular strength of the operator, but from an electric motor and a hydraulic drive.
In this case, the operation scheme of the device remains unchanged. That is, as in the first case, we fill the conveyor with a pipe, create a pressing force on the plane of the product being bent (where the profile pipe must be bent even before the measuring segment begins to move along the conveyor) and turn on the device in the network. As a result, the pipe passes the pressure roller zone and changes its curvature. The process of manual and mechanical bending will be discussed in more detail below.
Overview of species
Those who install various metal structures need to use a profile bender. Now it has become fashionable to install beautiful greenhouses made of metal profiles on your site. They are reliable. Therefore, for greenhouses, canopies (arched), namely for their manufacture, a manual profile bender is quite suitable. It is small and can be installed in any room intended for various construction works.
To bend profiles with tension, you can use a machine that operates on the principle of the PGR-6 machine. This product has a stretching mechanism designed for bending aluminum alloys along contours that are not closed. In a profile bender, the number of rolls plays a major role. The simplest design consists of 2 rolls. Such models are used for very light work.
The number of rolls and versatility determines what type a particular machine can belong to. Some rolling products can rotate rolls only in one direction, while others can rotate rolls in both directions at once. Therefore, in the first case, the machines are not called reversible, but in the second - reversible.
Consider, for example, a three-roll roll forming machine with hydraulic movement of the top roll. In it, the profile is fixed between the rolls. All of them have hydraulic engines and attachments (suitable for any cross-section). The required radius is ensured here using a hydraulic drive. Therefore, these products are in good demand where a machine is needed for the production of simple products.
Using profile benders of different directions, you can make various configurations from metal that differs in radius. They are capable of producing parts of various curvatures with both asymmetrical and symmetrical contours. In more detail, profile benders have the following types.
- Pneumatic profile benders operate using pneumatics.
- There are hydraulic profile benders.
- There are also manual, mechanical and electromechanical profile benders.
By placement method
Profile benders are placed on different flat surfaces. Too large specimens are installed on the floor in a spacious room. Due to their enormous weight, they can only be used in workshops. Such models have an electric drive and operate from the network. Other specimens must be secured using special devices to prevent their involuntary movement. This category of machines is intended for work both on an industrial scale and for individual use. Industrial machines are used for bending where large-scale work takes place. So, there are mobile machines, and there are stationary ones. Each of them has either manual or automatic material feeding.
In most cases, specialists use manual profile bending machines. Some people make them with their own hands. This option is quite affordable. But there are also disadvantages. For example, it is inconvenient to perform several bends on one profile at once. It is also difficult to work with such products due to the heavy load on a person. In addition, the bending time increases and it is impossible to control the bending radius.
By drive type
Roll benders are classified as follows.
An electric profile bender, when compared with a manual one, can operate at a fairly high speed. It is also distinguished by the accuracy of its work. Using such a device, you can bend very strong metal products. It can process any types of profiles, even such as I-beams and round products.
How to bend a pipe without preheating
You can bend a profile pipe yourself without preheating it, either with or without filler. Pipes whose profile height does not exceed 10 mm do not require filling with sand or rosin.
The nuances of bending small-sized thin-walled pipes
There is another technique that involves using a spring with tightly wound coils instead of a filler, which is inserted into the internal cavity of the corrugated pipe and protects the walls of the product from deformation, as well as from excessive changes in their thickness during the bending process.
Drawing and details of a mechanical pipe bender for profile pipes
The design of a basic pipe bending device is simple and accessible for self-production
For those who need to bend profile pipes with their own hands without heating them first, you can use the training video and the following simple recommendations.
- You can obtain the required bend on profile pipes using the simplest devices - a vice, mandrels, bending plates.
- Can be used for products with a round profile. In this device, it is necessary to remake the working rollers, the shape of the recess in which must correspond to the profile of the pipe.
- You can bend pipes most efficiently and accurately using one, which you can purchase or make yourself.
Drawing of a typical machine
Now you can find many designs of manual profile benders, which can be made from simple parts with your own hands and without special skills. One of the simplest drawings of a profile bending machine allows radial bending of pipes and rectangular profiles. The need for just such a bend of the material arises most often.
Drawings of a homemade profile bender
The operating principle of such homemade equipment is based on the use of three rollers - two support rollers and the main working one. It is this working roller that will deform the pipe during the operation of homemade equipment.
The main working shaft must have a small free play, which will be limited by the parameters of the guides. For the manufacture of such structural elements the following are used:
- steel plates up to 8 millimeters thick;
- one large plate;
- steel corner 30 cm long - 4 such elements are needed;
- auxiliary rollers.
Auxiliary rollers are attached to the large plate using bolts, and corners are attached using a welding machine, which will act as guides.
To increase the strength and reliability of the base, two steel corners should be welded to its bottom. To strengthen the guides, a metal plate with a hole is attached to them on top using a welding machine. Its diameter must exceed the cross-section of the screw, which will exert the main load on the working shaft of a hand-made manual profile bender.
After completing the installation of the guide rollers, the bending machine will be ready for work, and you can use it to shape pipes and rectangular profiles into any configuration with your own hands.
How to bend a sheet of metal evenly
If the workpiece is relatively small, then you can use a vice, in which, using two gripping bars, you can firmly secure a sheet of metal, and only after that bend it with a hammer. If necessary, the bend can be heated with a gas burner, but this method is not applicable to galvanized products!
Bend a sheet of metal
If we are talking about a thin metal sheet, then the bending procedure can be significantly simplified.
To do this, the metal is “scratched” at the bend (we use a rule or a metal ruler, and a pointed piece of a hacksaw blade for metal as a cutter). The metal, cut to half its thickness, subsequently easily bends along the outlined line. We can say that we have almost figured out how to bend a sheet of metal.
We bend galvanized steel
How to bend galvanized steel?
This can be either a galvanized metal sheet or a finished product, for example, a profile. The sheet is bent in the same way as when bending any other metal sheet. How to bend a profile? You'll have to tinker with him. To obtain a large radius of curvature of a square or rectangular profile, you can use the following method: tightly fill the profile with fine sand, plug both holes with wooden stakes, and only then bend it by gently tapping it with a mallet.
To bend a U-shaped profile (this, in principle, also applies to obtaining sheets of curved shape), it is necessary to additionally use a form object, the curvature of which corresponds to the finishing part. To facilitate the bending process, triangular elements can be cut out in the profile.
Then the bent product is “wrapped” around the object by uniform tapping with a hammer.
Important! In order for the bend to be as even and correct as possible, the hammer blows should be light and fall as close to each other as possible. How to bend galvanized sheet easier? Using a grinder, we make one or two cuts in the bend area (thereby temporarily weakening the structure), bend the product, and then weld the bend.
This approach is important to use when bending profiled pipes and products of complex metal shapes. We remember that you cannot heat galvanized steel to simplify bending!
Perhaps one of the most difficult tasks faces people who are thinking about how to bend a corner. To get a solid product, you will have to sweat, evenly and slowly tapping the surface of the corner, gradually bending it.
It is recommended to use a gas burner, which can be used to heat the bend. You can do it easier - use a grinder as in the case described above with a galvanized product. It’s even easier to buy an already curved product, then the question “how to bend a corner” will disappear by itself.
How to bend reinforcement
At home, it is quite possible to bend the reinforcement, however, a lot depends on your physical characteristics and the diameter of the metal rod.
How to bend reinforcement? To do this, we need two pieces of steel pipes, the diameter of which is greater than the diameter of the bent rod. The longer the length of such pipes, the easier it will be to bend the reinforcement (gain in strength due to leverage). All you need to do in order to bend the reinforcement is to insert it into two pipes and, securing one of the pipes (pressing it with your foot or resting it between the pillars), using the second as a lever to give the reinforcement the desired curvature.
That's all!
Filling with water or sand
Water is poured into the cavity of the workpiece, after which plugs are installed at both ends and cold is placed so that it freezes.
The product is bent by subsequently heating it with a gas burner. This method is not suitable for pipes that have a galvanized coating, as it can lead to damage.
The method using sand is applicable to pipes with a large cross-section or square configuration. Its essence lies in the preliminary filling of the workpiece cavity with sand. Then the pipe is thoroughly heated and bent by tapping it with a mallet. No heat is required to bend galvanized structures.